La investigación se centra en el desarrollo de un sistema de construcción de armazón ensamblado mediante plegado de madera y un proceso de laminación sin molde. La implementación arquitectónica tiene como objetivo lograr un alto rendimiento estructural a través del proceso de fabricación de una estructura de madera compuesta multicapa liviana.
El diseño de la carcasa investiga las morfologías de las tiras para discretizar las geometrías curvadas dobles, además se yuxtaponen capas adicionales a través de un proceso de laminación para mejorar la resistencia a la tracción y la rigidez a la flexión.
La primera capa aprovecha la flexión para ensamblar el armazón sin cimbra al formar un arco y anclar los extremos de la tira a la base. Este método cambia drásticamente el sistema de ensamblaje común basado en andamios temporales, tiempo de perforación y costos en material y mano de obra.
El método explora la madera contrachapada con un espesor reducido para cubrir altas curvaturas, y superpone las láminas de contrachapado varias veces una encima de la otra con el fin de lograr un mayor espesor que comúnmente no permite la flexión. Este proceso permite trabajar en superficies curvas dobles basadas en placas de plegado activas laminadas, con fuerzas internas de tensión incorporadas que aumentan la capacidad de carga útil.
Las características de flexión del material se mejoran a través de la programación de su propiedad higroscópica, donde aumentar el contenido de humedad del material permite que el espacio de diseño se extienda desde las capacidades de flexión del estado seco del material a un rango mucho más amplio de posibilidades.


Mejora material
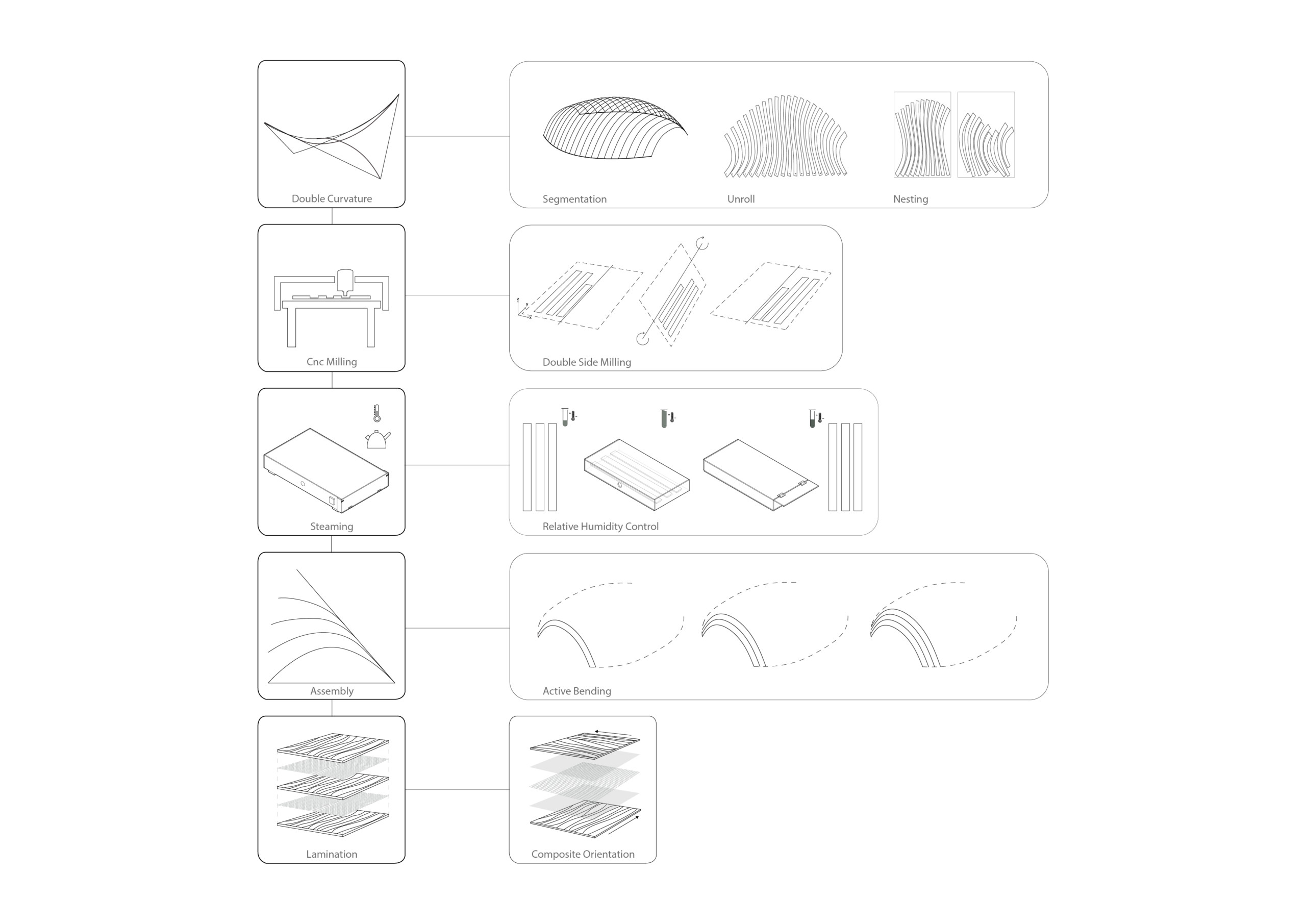
La madera contrachapada es un material de ingeniería con una dirección de grano de capa alterna que controla su resistencia pero también mantiene un grado de flexibilidad. Esta propiedad disminuye al incrementar el grosor del material, alcanzando un tamaño donde la flexibilidad del material se vuelve realmente pequeña. Para empujar la madera a flexión más allá de sus límites de flexión, el material pasó por un proceso de mejora debido al vapor. El método de cocción al vapor consistió en el diseño de una cámara de humedad y temperatura controlada, utilizada de acuerdo con la especificación de resistencia de la madera y la tolerancia a la humedad.
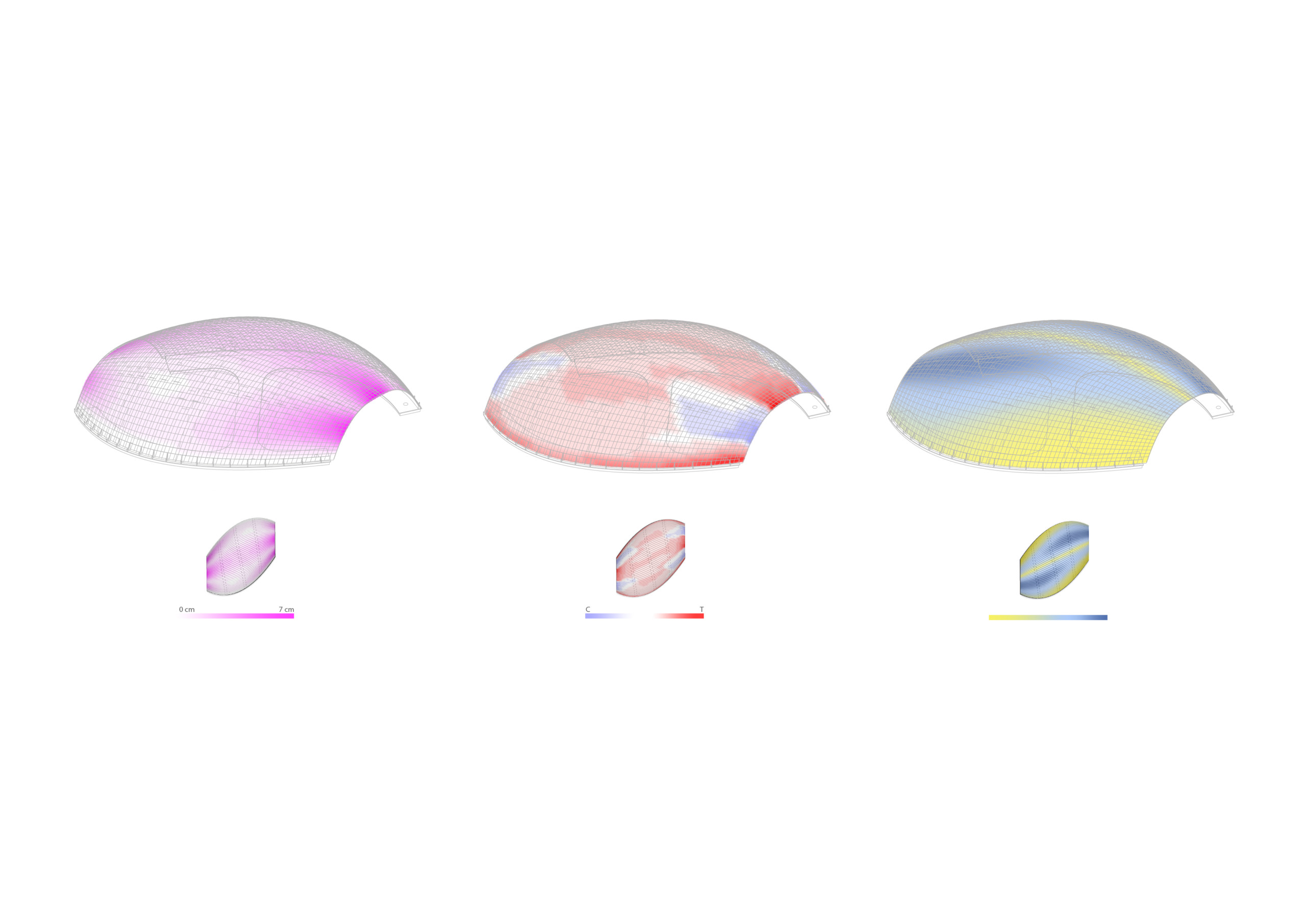
La exploración geométrica estudió dos tipos de curvatura distinta, sínclástica y anticlástica, que pasó por la discretización de superficies de doble curva en tiras desarrolladas multiescalar, aplicadas en múltiples direcciones superpuestas.
Una serie de pruebas de materiales a diferentes escalas que comparaban las proporciones de las tiras entre el ancho, la longitud y el grosor, desde los modelos a pequeña escala hasta los prototipos 1:1, formaban un gráfico para definir la morfología de la tira de material. La elección para el diseño final fue de 9 mm de espesor, ya que la combinación de sus características de resistencia y flexión lograba la estabilidad general de un análisis estructural del pensamiento verificado de 6 m de caparazón. El ancho de la tira se estableció en un rango entre 10 y 25 cm para discretizar la geometría con una superficie continua suave. El radio de flexión de seguridad más pequeño que se puede lograr con tiras de madera de pino de 9 mm de espesor bajo influencia de vapor se definió como de 1,2 m, que es el parámetro que determina el punto de curvatura más alto de la cubierta.


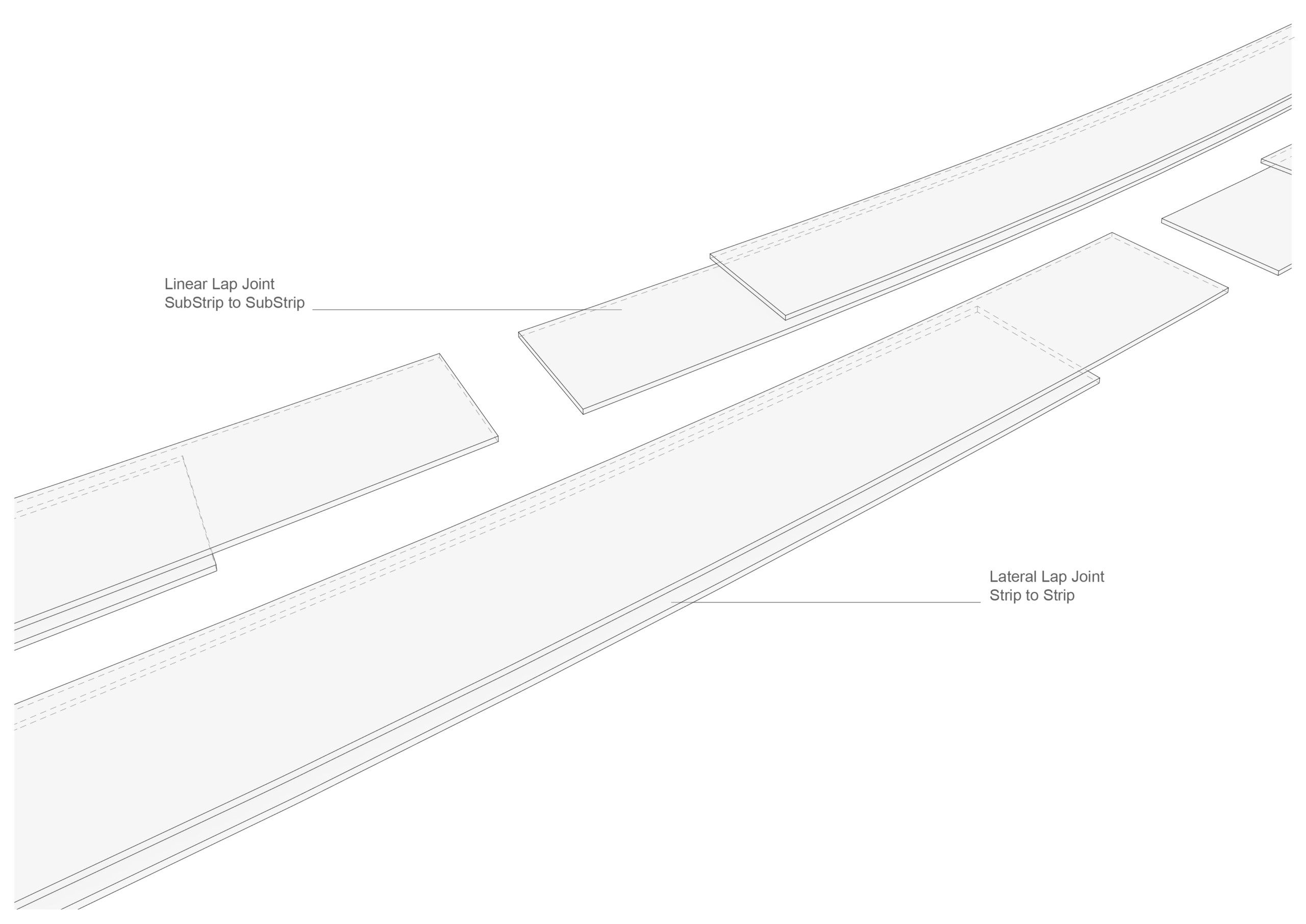
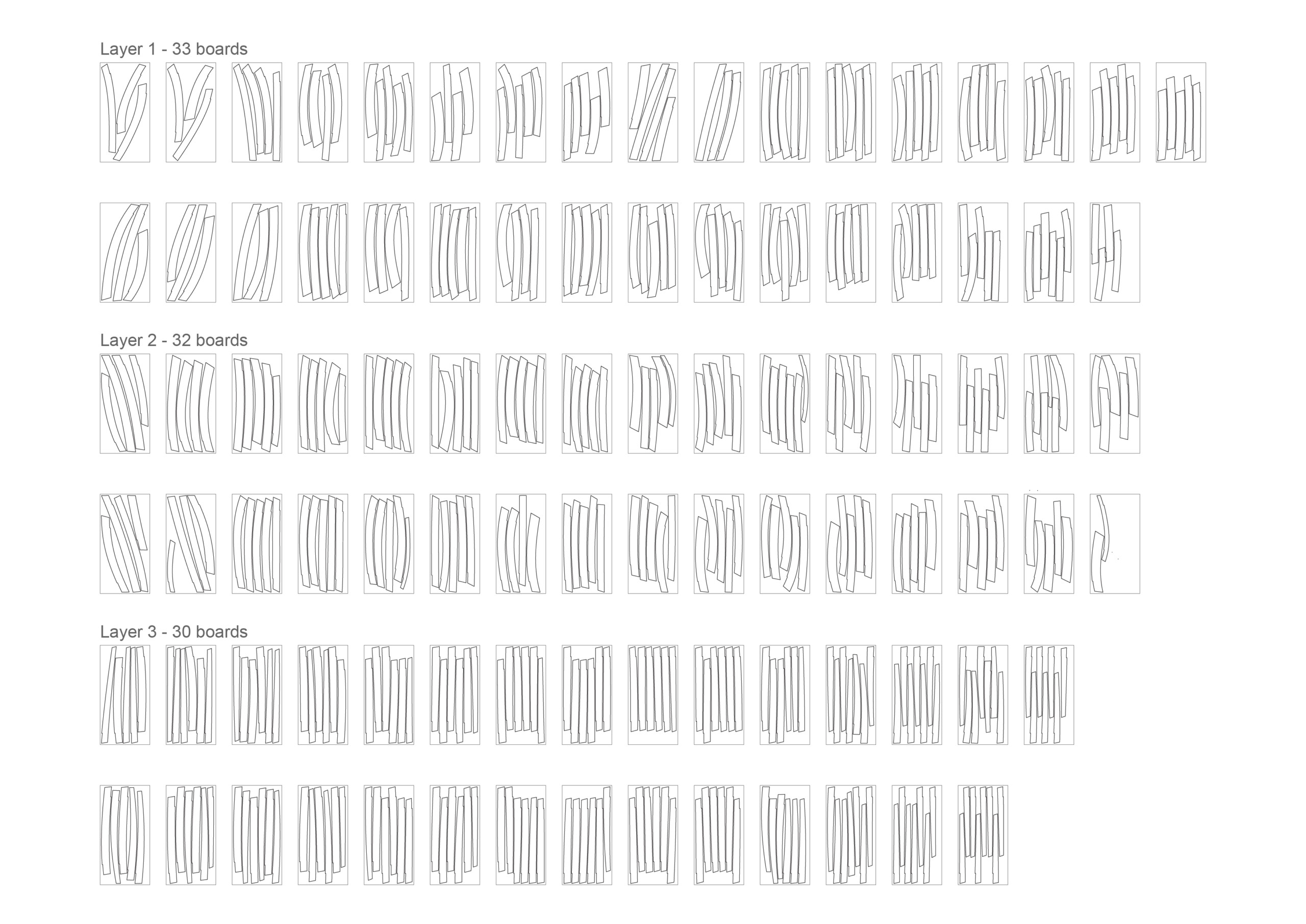
Dado el tamaño de la superficie del caparazón, las bandas debían subdividirse en subseries. La segmentación siguió una lógica estructural con un patrón desplazado para reducir la posibilidad de delaminación y pandeo global. La lógica de ensamblaje requería la integración de sistemas de unión para conectar segmentos de tiras de forma lineal y una solución para unir lateralmente cada franja una al lado de la otra. Ambos casos se resolvieron con un conjunto de junta de solapa y pistola de grapas. En el caso de la conexión lateral, donde la secuencia de montaje requería que cada nueva tira se doblara y se apoyara en la anterior desde la parte superior, las dos juntas laterales debían cortarse mediante un proceso de fresado de doble cara.
Entre las capas de madera, se aplicó un recubrimiento de fibra de vidrio para proporcionar resistencia adicional mientras se mantiene un nivel de flexibilidad de la estructura. Esta etapa no solo estaba trabajando en la resistencia de la estructura sino también como unión entre las capas de madera que fijaban las tiras entre sí contra la fuerza de recuperación elástica.
Debido a la capacidad de respuesta higroscópica del material afectado por las condiciones ambientales, durante la etapa de construcción, el contenido de humedad se mantuvo alto y controlado para que fuera efectivo durante un período de tiempo suficiente para el ensamblaje. El proceso de cadena de diseño-producción-construcción se llevó a cabo paralelamente para la realización del proyecto en solo un mes. Eficientemente, cuando una pieza faltante o dañada ocurrió, fue reemplazada en cuestión de horas.
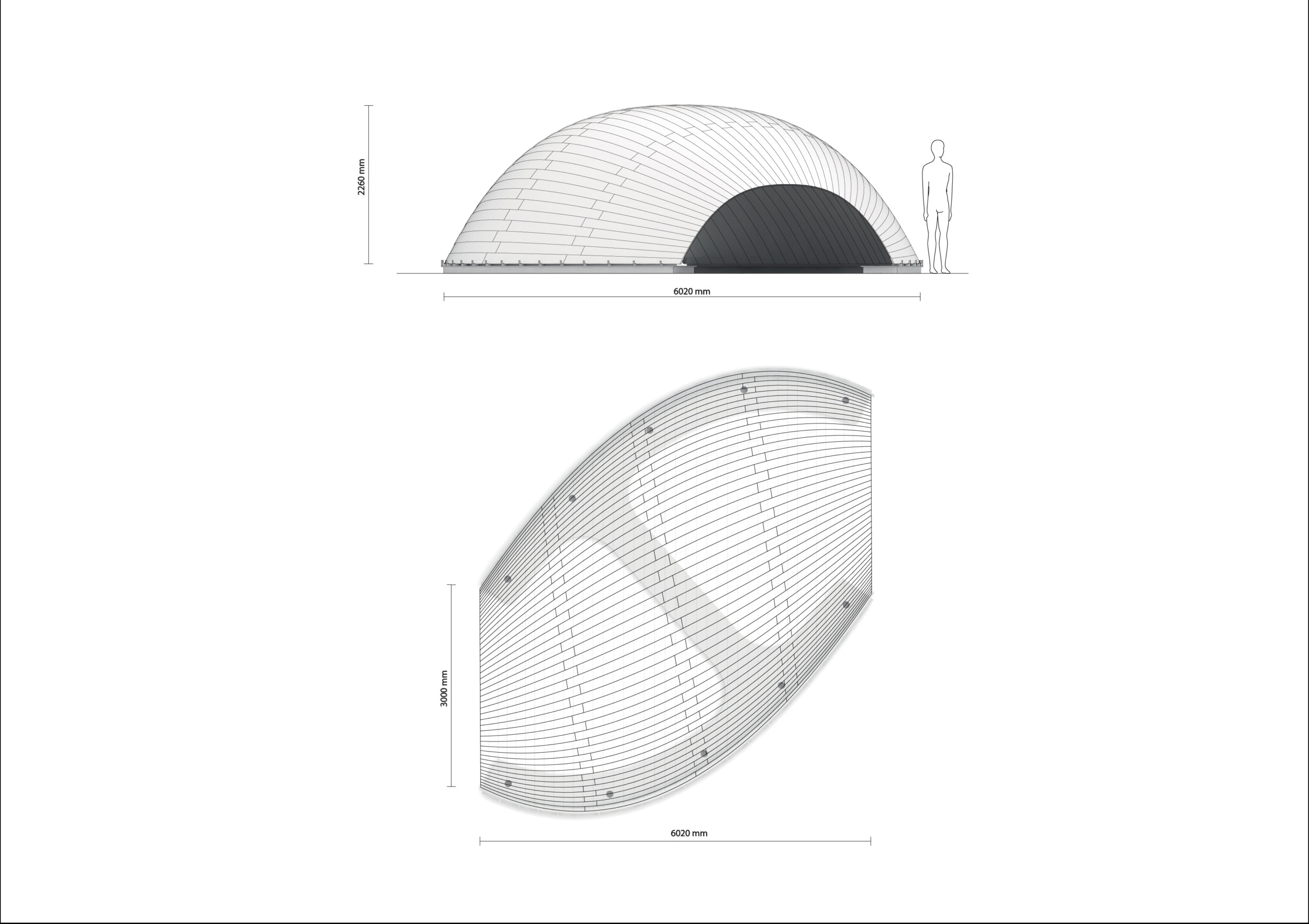
Se realizó un prototipo a escala real de dos capas con un espesor total de aproximadamente 2 cm, cubriendo un área de 30 m2 con un peso de solo 284 kg, donde la altura máxima alcanza los 2.4 m y la mínima de 1.3 m. Las trayectorias de investigación lograron el objetivo del flujo continuo de archivo a construcción a través del diseño asistido por computadora, con la integración en el modelo de diseño computacional de simulación de análisis estructural, comportamiento del material, fabricación y ensamblaje in situ a través de la actuación de material higroscópico.